Skip to product information
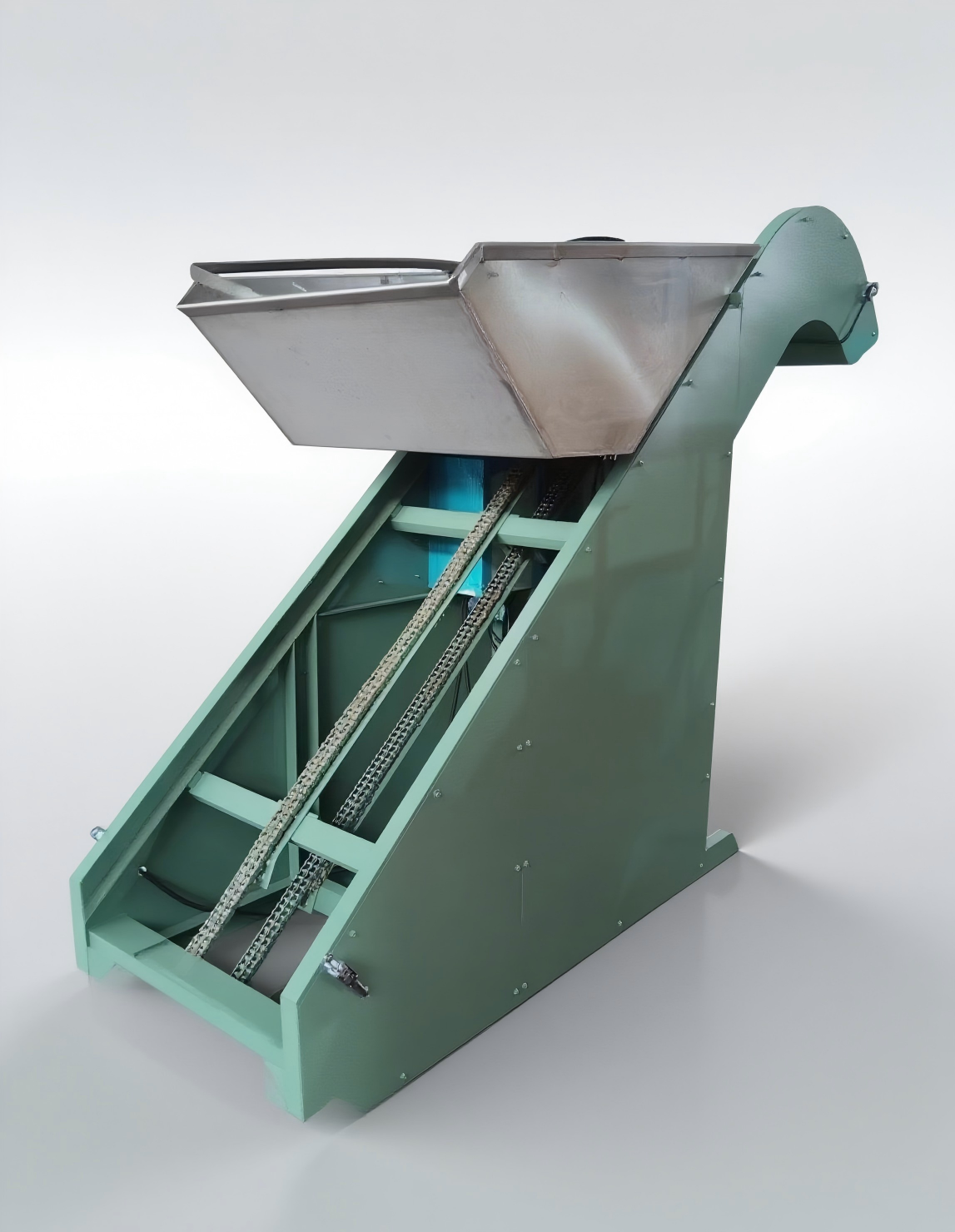

Bucket Conveyor
I. Product Overview
II. Key Features
III. Common Specifications
IV. Typical Applications
Pickup currently not available